Khi bạn có chiếc răng vỡ mẻ lớn hay muốn cải thiện 1 chút về màu sắc, hình thể răng hoặc muốn giải quyết khe thưa hay chen chúc nhẹ, bạn cũng có thể lựa chọn phục hình sứ.
Rõ ràng sứ nha khoa trở thành 1 chỉ định thường quy cho điều trị phục hồi hay thẩm mỹ. Thật không quá khi nói rằng sứ là 1 vật liệu rất hấp dẫn, bởi khả năng tương hợp sinh học tốt, độ cứng và bền cao, ổn định màu sắc lâu dài.
Chiếc răng sứ đầu tiên được Charles Land giới thiệu năm 1903. Trong suốt hơn 100 năm qua, cuộc chạy đua về công nghệ sứ nha khoa đã cho ra đời rất nhiều loại khác nhau. Ông lớn phân phối hiện nay phải kể đến Dentsply Sirona, Ivoclar Vivadent, 3M,… Giữa ma trận răng sứ, thật khó để chúng ta có thể lựa chọn.
Trong bài viết dưới đây, bác sĩ Nhung – khoa phẫu thuật và phục hình trong miệng nha khoa Thùy Anh sẽ thông tin tới bạn bản chất răng sứ và quy trình chế tác tại labo với từng loại sứ khác nhau.
Bản chất của răng sứ
Theo bản chất của vật liệu, sứ nha khoa chia thành 2 loại chính:
Răng sứ kim loại
Răng toàn sứ, trong răng toàn sứ chúng ta lại có 2 nhóm chính là răng sứ oxide (zirconia) và sứ thủy tinh.
1. Sứ kim loại
Phục hình sứ kim loại bao gồm nhiều lớp sứ liên kết với khung kim loại bên dưới. Sứ kim loại độ bền cao, thường sử dụng khi làm các cầu răng hàm, cầu dài. Tuy nhiên lại có nhược điểm về thẩm mỹ, không đạt được độ trong cũng như khó có thể mô phỏng chính xác tính thẩm mỹ răng nên thường không dùng cho nhóm răng cửa.
Khung sườn kim loại thường được làm bằng hợp kim titan, crom-coban, niken-crom và có thể là kim loại quý như vàng.
Độ dày sườn kim loại thường 0,5mm có thể chế tác bằng kỹ thuật đúc, mạ điện, CAD/CAM hay ép-dát miếng kim loại. Phương pháp phổ biến nhất hiện nay là kỹ thuật đúc.
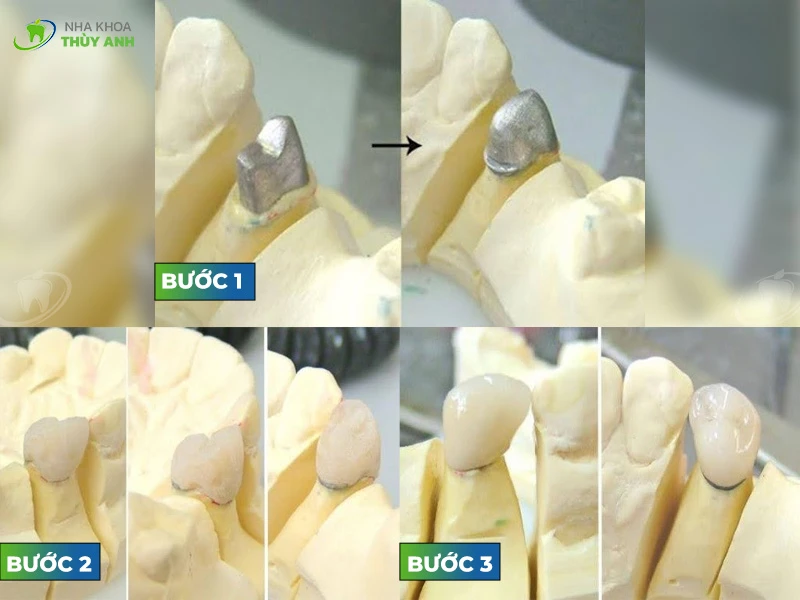
Các bước sản xuất răng sứ kim loại tại labo
Bước 1: Đắp sáp tạo hình sườn kim loại trên mẫu thạch cao và tạo khuôn bột bao. Sau đó nung chảy kim loại vào khuôn bột bao tạo khung sườn kim loại. Tiếp tục thổi cát và nung nóng sườn kim loại trong lò nướng. Mục đích của việc nung nóng là để loại bỏ hoàn toàn các tạp chất còn lại đảm bảo tạo ra 1 lớp oxit mỏng trên bề mặt hợp kim. Điều này rất cần thiết cho việc hình thành liên kết giữa sứ và kim loại.
Bước 2: Sườn kim loại quét 1 lớp sứ lót để che màu của hợp kim với độ dày 0,3mm. Sứ lót được ngưng tụ và thiêu kết trên hợp kim hình thành liên kết giúp sứ bám chặt vào hợp kim và che màu của hợp kim ánh qua sứ. Các hợp kim khác nhau có lớp sứ lót tương ứng, ví dụ hợp kim niken và coban có lớp oxit xám đậm đòi hỏi lớp sứ lót dày hơn so với các oxit của hợp kim vàng.
Bước 3: Sau khi hoàn thành sứ lót, các lớp sứ ngà – men sẽ tiếp tục được đắp lên. Các lớp sứ này sẽ đắp trực tiếp trên lớp sứ lót tạo hình dạng răng, trong đó bao gồm sứ cổ răng, sứ thân răng và sứ bờ cắn.
Màu sắc các lớp sứ sẽ lựa chọn theo màu của chiếc răng thật, để tạo ra chiếc răng sứ giống nhất. Sứ cổ răng đắp ở 1/3 cổ, màu đậm và độ trong mờ thấp. Sứ bờ cắn đắp ở phần ba cắn, sử dụng sứ có độ chảy thấp và tính trong mờ cao. Sứ sau khi đắp lớp xong sẽ được mang đi thiêu kết, giúp các lớp sứ liên kết chặt với nhau, hạn chế bong vỡ trong quá trình chịu lực ăn nhai.
Các hợp kim và sứ sử dụng làm chụp kim loại cần có yêu cầu nghiêm ngặt. Ví dụ khung sườn kim loại không được nóng chảy trong quá trình nướng sứ và không bị biến dạng ở nhiệt độ cao. Cả kim loại và sứ phải có hệ số giãn nở nhiệt và co ngót tương đồng, trong đó kim loại phải có giá trị cao hơn 1 chút tránh tạo các ứng suất căng không mong muốn trong sứ gây nứt vỡ sau khi hoàn thành.
Có thể thêm các lớp sứ màu để tạo các tông màu giống với răng thật nhất trong trường hợp màu răng khó như các vết nứt rạn, màu thuốc lá hay đốm trắng,…. Cuối cùng, 1 lớp sứ bóng phủ bên ngoài, nhằm lấp kín khiếm khuyết bề mặt và tạo độ bóng.
Một số nghiên cứu lâm sàng trong 50 năm qua đã xác nhận tỷ lệ tồn tại của phục hình sứ kim loại khá cao. Ưu điểm lớn nhất là khả năng chịu lực tốt. Nhược điểm lớn nhất của sứ kim loại vẫn là vấn đề thẩm mỹ, và nguy cơ đen viền nướu sau 1 thời gian sử dụng. Do vậy, phục hình răng hàm thì sứ kim loại vẫn luôn là chỉ định tốt.
2. Sứ oxide – Răng toàn sứ
Ưu điểm phục hình toàn sứ là thẩm mỹ hơn. Bởi vì phục hình toàn sứ không sử dụng khung sườn kim loại, toàn bộ bề dày phục hình là sứ, cho phép kỹ thuật viên có thể tạo ra chiếc răng sứ giống với răng thật hơn.
Đa số phục hình toàn sứ hiện nay làm bằng 1 khung sườn độ bền cao kết hợp với các lớp sứ đắp bên ngoài. Khung sườn zirconia sẽ thay thế cho khung sườn kim loại nhằm nâng đỡ sứ đắp bên trên.
Cũng có thể sản xuất các răng sứ full sườn, tức là không có phần sứ đắp. Tuy nhiên khi đó hiệu quả thẩm mỹ sẽ kém đi, thường sử dụng cho vùng răng sau, không cần yêu cầu quá cao về mặt thẩm mỹ. Loại phục hình này có ưu điểm lớn nhất là rất bền, và ít phải mài mô răng thật.
Chế tác sườn zirconia chủ yếu dựa theo kỹ thuật CAD/CAM. Phần sứ đắp bên trên có thể được đắp thủ công hoặc dùng kỹ thuật ép hay mài cắt.
Sau khi bác sĩ mài hoàn tất cùi răng trên miệng, bác sĩ sẽ tiến hành lấy dấu, đổ mẫu sau đó chuyển mẫu qua labo. Labo tiến hành quét mẫu hàm tạo thành mẫu hàm số hóa. Hoặc bác sĩ cũng có thể quét scan trực tiếp trên miệng rồi chuyển file qua labo. Sau đó kỹ thuật viên thiết kế khung sườn zirconia hoặc các phục hình nguyên khối bằng phần mềm hỗ trợ (CAD) và chuyển dữ liệu thiết kế này qua máy gia công mài cắt để thực hiện mài cắt khung sườn hay phục hình nguyên khối (CAM) trên bánh phôi sứ.
Các bánh phôi sứ ở dạng tiền tinh thể nên có thể cắt gọt với kỹ thuật CAD/CAM. Sản phẩm này sau đó sẽ thiêu kết ở nhiệt độ cao từ 900 – 1200 độ C để tinh thể hóa, cho ra 1 răng sứ full sườn hoặc chuyển qua đắp các lớp sứ hoàn thiện.
Công nghệ CAD/CAM nhiều ưu điểm so với các kỹ thuật chế tác khác. Ưu điểm lớn nhất là độ chính xác cao, giảm tối đa sự co ngót của sườn sứ khi cắt hay thiêu kết. Công suất lớn của các hệ thống CAD/CAM cũng cho phép sản xuất ra nhiều đơn vị sứ trong thời gian nhanh hơn, tối ưu hóa điều trị.
Quy trình điển hình để chế tác 1 chụp sứ CAD/CAM gồm 16 bước như sau:
Bước 1: Cài đặt thông số máy cắt theo hướng dẫn của nhà sản xuất.
Bước 2: Cài đặt các yếu tố bù trừ co ngót thiêu kết, yếu tố này sẽ thay đổi theo kích thước tổng thể của phục hình.
Bước 3: Lắp các mũi mài cắt thích hợp.
Bước 4: Tiến hành cắt theo file thiết kế 3D trên máy. Sau đó gỡ giá đỡ và khung sườn vừa cắt xong.
Bước 5: Cắt khung sườn khỏi giá đỡ bằng đĩa kim cương.
Bước 6: Làm sạch hoàn toàn khung sườn thô.
Bước 7: Làm khô khung sườn hoàn toàn.
Bước 8: Đặt khung sườn vào vùng nóng của lò thiêu kết.
Bước 9: Cài đặt các điều kiện xử lý nhiệt theo hướng dẫn.
Bước 10: Thực hiện thiêu kết khung sườn.
Bước 11: Sau khi làm mát, tháo khung sườn đã thiêu kết.
Bước 12: Kiểm tra lại các khiếm khuyết bề mặt và dưới bề mặt bằng thiết bị truyền sáng sợi quang.
Bước 13: Đánh giá độ dày, bờ viền và độ sát khít của phục hình.
Bước 14: Thực hiện các điều chỉnh với tay khoan có nước.
Bước 15: Rửa sạch và làm khô hoàn toàn.
Bước 16: Tùy thuộc vào sản phẩm zirconia, có thể tiến hành đắp thêm sứ trước khi hoàn thiện.
Sứ xung quanh phục hình có thể được chế tác theo kỹ thuật đắp, kỹ thuật ép và kỹ thuật mài cắt.
Sứ đắp có 2 loại là sứ đắp 1 thì và sứ đắp 2 thì.
Sứ ép có ép nóng đẳng nhiệt và ép khô.
Sứ gia công theo kỹ thuật mài cắt có công nghệ mài cắt bản sao (copy milling) hay công nghệ CAD/CAM.
Kỹ thuật chủ yếu sử dụng hiện nay là kỹ thuật đắp sứ 1 thì. Trong kỹ thuật này sứ được sử dụng dưới dạng bột hòa với nước hoặc glycerol thành dạng sệt, sau đó đắp lên lớp sườn zirconia và cô đặc thành dạng mong muốn. Hỗn hợp bột dùng cọ đắp lên theo nhiều lớp trên sườn, sau đó, thấm bớt nước và rung để giúp các hạt sứ nén lại với nhau. Quá trình nén chặt bột sứ này được gọi là quá trình ngưng tụ. Quá trình ngưng tụ giúp giúp giảm độ co ngót và độ rỗng xốp ít hơn khi nướng sứ.
Sau khi ngưng tụ, sứ được nướng trong lò chuyên dụng, gọi là quá trình thiêu kết. Trong quá trình thiêu kết, các hạt sứ chảy ra và kết nối ở bề mặt của chúng.
Cần tính toán kỹ về góc độ co ngót của sứ để tránh hở tiếp xúc hay hở đường hoàn tất hoặc khớp cắn. Mức độ co ngót thông thường khoảng 10%. Ngoài ra cũng nên tránh thay đổi nhiệt độ đột ngột khi đưa vào thiêu kết hoặc kết thúc thiêu kết để tránh nứt rạn sứ. Việc sửa chữa, nướng sứ nhiều lần cũng nên hạn chế vì có thể gia tăng nguy cơ nứt vỡ sứ.
Phục hình toàn sứ hiện nay đã đáp ứng được hầu hết các nhu cầu về thẩm mỹ và chức năng của cả nhóm răng cửa lẫn răng hàm, thậm chí có thể chỉ định trong làm cầu răng dài.
Các case lâm sàng sử dụng răng sứ zirconia
Case 1 là 1 trường hợp thay đổi màu sắc răng
Răng ban đầu màu ố vàng, ánh nâu, các răng vỡ mẻ rìa cắn và mòn nhiều. Bác sĩ tiến hành bọc sứ 2 hàm với 24 răng sứ Ht smile phục hồi hình thể và màu sắc răng cho bệnh nhân, chức năng khớp cắn, chức năng ăn nhai cũng được cải thiện rất nhiều.
Case thứ 2 là bọc sứ khắc phục khe thưa răng cửa
4 chụp răng sứ ceramill được sử dụng giúp đóng hoàn toàn khe thưa răng cửa trên, màu sắc hình thể răng cũng hài hòa với các răng còn lại. Đôi khi thật khó để phân biệt chiếc răng thật và chiếc răng giả.
3. Sứ thủy tinh
Sứ thủy tinh chế tác theo kỹ thuật ép, có thể ép ngang hoặc ép dọc.
+ Kỹ thuật ép sứ dọc
Với kỹ thuật này, sứ thủy tinh được sản xuất dưới dạng thỏi sứ (ingots) để có thể nén trong lò ép sứ. Các thỏi sứ nhiều màu sắc khác nhau, độ trong và độ đục khác nhau để có nhiều lựa chọn phù hợp cho các tình huống lâm sàng. Nhưng 1 thỏi sứ sẽ sẽ chỉ có 1 màu nhất định, điều này để phân biệt với thỏi sứ trong kỹ thuật ép sứ ngang.
Về độ trong, có độ trong cao (HT: high translucency), trung bình (MT: medium translucency) và thấp (LT: low translucency), độ đục trung bình (MO: medium opacity), cao (HO: high opacity) và màu opal (siêu trong- impulse).
Trong mỗi độ trong, độ đục khác nhau lại có nhiều màu sắc khác nhau để lựa chọn, ví dụ như A1, A2, A3,…
Quy trình ép sứ dọc:
Bước 1: Đắp sáp sườn: dùng sáp chuyên dụng để đắp, tạo hình sườn veneer trực tiếp trên mẫu thạch cao.
Bước 2: Cắm ống dẫn và gắn vào đế ống đúc. Một ti dẫn bằng sáp sẽ được đính trên đầu veneer. Sau khi ti đã được gắn, nó được tháo ra khỏi mẫu thạch cao và gắn vào đế ống đúc.
Bước 3: Mẫu sáp được đặt vào trong khuôn đúc và đổ bột bao. Bột bao được đổ sẽ cứng và bao quanh mẫu sáp đã tạo ra.
Bước 4: Gỡ ống đúc ra khỏi khuôn đúc và cho vào lò nướng để loại bỏ sáp trong lòng ống đúc. Ta sẽ thu được mẫu bột bao đã cứng quanh sáp veneer và phần ti dẫn.
Bước 5: Sau khi sáp đã chảy ra, viên sứ được đặt lên ống đúc và cho vào lò ép sứ.
Bước 6: Sau khi sứ được nung chảy và ép vào ống đúc, phần bột bao được gỡ bỏ. Ta thu được sườn sứ ép đúng như hình dạng mẫu sáp ban đầu.
Bước 7: Các lớp sứ men ngà và sứ hiệu ứng được đắp lên trên lớp sườn để tạo thành 1 chiếc veneer hoàn chỉnh.
+ Kỹ thuật ép sứ ngang
Với kỹ thuật này, loại sứ sử dụng là sứ multi (sứ đa lớp). Loại sứ này thường được làm phục hình nguyên khối vì nó gồm nhiều lớp màu, mô phỏng được sự chuyển màu của 1 chiếc răng tự nhiên.
Khác với các thỏi sứ dùng trong kỹ thuật ép dọc, trên 1 thỏi sứ multi sẽ có sự thay đổi màu sắc từ A1, A2, A3,… đến độ trong độ đục khác nhau theo từng vùng.
Ưu điểm của phương pháp này là có thể chế tác răng nguyên khối theo đúng yêu cầu, không cần có các lớp sứ hiệu ứng nên rút ngắn đáng kể thời gian và công đoạn chế tác tại labo. Sứ multi có quy trình ép sứ ngang để các lớp màu không bị hòa trộn.
Quy trình ép sứ ngang cũng tương tự các bước ép sứ dọc, cũng đắp sáp, tạo khuôn bột bao. Nhưng khác ở hình thái ti đúc có dạng bản rộng, giúp cho sứ được ép ngang từ 2 bên vào tạo sự phân chia rõ ràng cho các lớp sứ.
Sứ thủy tinh hiện nay được ứng dụng rộng rãi trong phục hình, từ các inlay, onlay hay overlay răng hàm đến veneer 1 vài răng cửa hay veneer thay đổi thẩm mỹ 2 hàm.
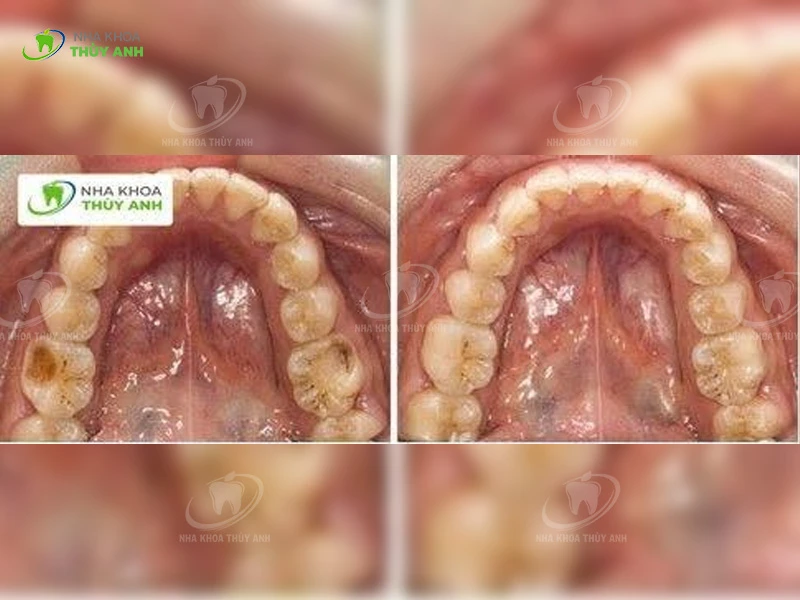
Dưới đây là 1 trường hợp làm inlay 2 răng 6 hàm dưới, khách hàng bị sâu vỡ lớn phần thân răng số 6 hàm dưới 2 bên. Nếu chỉ thực hiện hàn răng thông thường sẽ khó đảm bảo được độ kín khít, mối hàn dễ bị bong vỡ nên chúng tôi quyết định thực hiện 2 miếng dán sứ inlay bằng cách lấy bỏ phần mô răng sâu, lấy khuôn răng và đúc ra 1 khối sứ đồng nhất tương ứng vị trí bị sâu.
Tiếp theo ta có 1 case veneer 4 răng cửa cải thiện hình thể răng. Màu sắc cũng như độ trong của veneer giống hệt với các răng còn lại, mang lại tổng thể tự nhiên như răng thật.
Cuối cùng là 1 case veneer thay đổi màu sắc răng. Tình trạng ban đầu của bạn khách hàng là răng nhiễm màu tetracyclin, khe thưa, viêm lợi. Sau điều trị, màu sắc răng, cung cười tổng thể gương mặt đã hoàn toàn thay đổi.
Trên đây là 1 vài thông tin về bản chất của các loại răng sứ trong nha khoa, chỉ định lâm sàng cũng như quy trình sản xuất trong labo mà bạn có thể tham khảo để hiểu rõ hơn về những chiếc răng sứ mà mình sẽ sử dụng.
NHA KHOA THÙY ANH – HỆ THỐNG NHA KHOA UY TÍN HÀNG ĐẦU VIỆT NAM
Chuyên sâu về: Niềng răng, trồng răng implant, trồng răng toàn hàm all on 4, nhổ răng khôn, điều trị cười hở lợi, bọc răng sứ, dán sứ veneer, điều trị khớp thái dương hàm…
















![Bọc răng sứ chi phí bao nhiêu tiền? [Tháng 4.2026]](https://nhakhoathuyanh.com/wp-content/uploads/2025/08/boc-rang-su-chi-phi-bao-nhieu-tien.webp)



